Как правильно сваривать арматуру между собой
При строительстве железобетонных конструкций, для увеличения прочности бетона, всегда требуется сборка армирующего каркаса из арматуры. Для ее соединения может применяться сварка арматуры, при которой получается надёжное и долговечное соединение, не уступающее по характеристикам цельному металлическому прутку аналогичного диаметра, если сварное соединение арматуры выполнено по технологии.

Какую арматуру использовать для сварки каркасов?
Для сварки при изготовлении армокаркасов используют горячекатаные прутки марки Ап600С, А800С, Ат1000С, А600С, А500С, А400С и А240, а также холоднодеформированная арматура класса В500С и Вр-1. Сварку проводят электродуговым способом с формированием ванны или внахлест, так как соединения имеют оптимальное соотношение прочности и пластичности, а при нагрузках не деформируются и не лопаются, при условии что сварочные работы выполнены по технологии.

Подходящие по диаметру прутки для дуговой сварки – 10 до 40 мм, подбираются под каждый проект индивидуально в зависимости от требований к прочности конструкции и другим механическим характеристикам. Контактную сварку можно применять для стержней диаметром от 3 до 40 мм, в зависимости от класса используемой арматуры.
При создании арматурных каркасов используют поперечные и продольные элементы. Подбирают их так, чтобы сечение поперечных прутков было меньше, чем у продольных.
Способы соединения арматуры сваркой
Арматура для создания каркасов при бетонировании может быть соединена следующими способами:
- внахлёст;
- встык;
- крестообразным способом.
Внахлёст

Соединение арматуры внахлёст допустимо на тех участках, на которых не предполагаются высокие нагрузки. Способ подходит для соединения прутков одинакового диаметра. Стержни должны быть горизонтально расположенными.
На схеме ниже показано как правильно варить арматуру, также прилагается таблица размеров сварочного шва в зависимости от используемого класса арматуры.


Также соединение внахлест методом сварки, может быть выполнено с помощью парных накладок из арматуры диаметр которой равен свариваемой, со смещением и без. Смотрим схему и таблицу размеров нахлеста арматуры ниже.

Минимальный диаметр арматуры для сварки дуговым ручным способом нахлесточным соединением, равен 10 мм, а при контактно рельефной 6 мм.
Встык
Арматура соединяется встык в том случае, когда её диаметр составляет от 10 до 40 мм. Перед соединением прутки кладутся так, чтобы между ними был небольшой зазор. В районе стыка устанавливаются накладки или U-образная скоба. Это требуется для того, чтобы формировалась ванна металла с заданными характеристиками и в расплав не попадал из воздуха углерод. После завершения сварочных работ накладки снимают. Такой метод называют ванная сварка арматуры, может выполняться непосредственно на строительном объекте, чаще всего применяется при армировании колонн, для стыковки вертикальных стержней.
Данный способ является одним из самых надёжных и позволяющих работать под любым углом. Недостатком считается повышенный расход электродов. Также данные работы требуют от сварщика определённых знаний и мастерства.
В настоящее время чаще всего используют U – образные ванночки, в которых сваривается арматура, смотрим фото ниже.

Крестообразная точечная сварка
Для крестообразного метода используют контактно точечный способ сварки и дуговым фланговыми швами (прихватками), реализуют в вертикальной или горизонтальной позиции.

Контактный тип сварки преимущественно используется в заводских условиях для создания арматурной сетки. Для его реализации необходимы сварочные автоматы. Точечная сварка относится к высокопроизводительным методам, однако для этого требуется использование габаритного оборудования, а также возникнут значительные затраты на электроэнергию.

Для сваривания стальных прутков выполняют зачистку их поверхности, затем зажимают специальными клещами и подают краткий электроимпульс. Точек сварки делают несколько для надёжной фиксации соединяемых деталей.
Как выбрать электроды?
При проведении сварочных работ часто используют следующие типы электродов:
- УОНИ-13/55У. Подходят для сварки с формированием ванны расплавленного металла. Электроды обеспечивают высокое качество сварного шва.
- АНО-21. Используется с инверторами для сварки арматуры прямо по ржавчине без зачистки. Позволяет располагать электрод под любыми углами к свариваемой поверхности.
- ТМУ-21У. Применяют для дуговой сварки ответственных конструкций. Специальная обмазка гарантирует отсутствие разбрызгивания расплавленного металла, а также стабильное горение дуги. Шлак отделяется без проблем.
- УОНИ-13/45. Используются исключительно для арматурных прутков, выполненных из низколегированной или углеродистой стали. Шов обладает оптимальным соотношением прочности и пластичности, поэтому под нагрузкой не лопается и не растрескивается.
- ОЗС-12. Самый лучший выбор, если требуется создать сварочный шов с равномерной структурой без пор, шлаков и окислений.
Опытные сварщики 5 разряда могут самостоятельно выбрать оптимальный электрод для создания шва, который полностью будет соответствовать требованиям по эксплуатации конструкции. Но чаще всего в проекте есть предписания с требованиями к сварному шву и виду используемого электрода.
Диаметр прутков выбирается так:
- Для арматуры диаметров 5-8 мм используют электроды с сечением до 3 мм.
- Для прутков диаметром 8-10 мм рекомендуется применять электроды, сечение которых составляет 3-4 мм.
- Для толстой арматуры с диаметром от 10 мм используют электроды диаметром от 4 мм.
По маркировке осуществлять подбор можно так:
- «Н» – для наплавки металла;
- «У» – для сплавов с низким содержанием углерода;
- «Т» – для легированных сталей с повышенной термостойкостью;
- «Э» – универсальные электроды, предназначенные для создания пластичных швов.
Технология сварки
Сварка арматуры выполняется в такой последовательности:
- Прутки срезают болгаркой или на гильотине до требуемой длины.
- С поверхности удаляют грязь, концы на расстояние примерно 30-40 мм зачищают наждачной бумагой или специальной насадкой-щёткой по металлу для болгарки.
- Арматуру устанавливают в её основное положение, которое определено по проекту. Максимальное отклонение от расчётов не должно превышать 5%. Зазор между торцами должен быть от 1,5 до 2-х диаметров сечения прутков.
- На прутки в месте стыка надеваются накладки или скобы. Они предназначены для исключения случаев расплёскивания расплавленного металла. Обычно это графитовые или керамические многоразовые накладки. Фиксация выполняется на струбцину или при помощи обвязочной проволоки.
- В случае использования металлических накладок их предварительно прихватывают к арматуре.
- Электродом чиркают по одному из арматурных прутков, немного подплавляя. Затем проводят быстро между двумя соединяемыми стержнями до тех пор, пока не образуется расплавленная ванна. Если электроды прилипают, то нужно увеличить ток, а если прожигают – использовать стержень меньшей толщины или снизить ток.
- Ожидают, пока шов охладится до температуры окружающей среды.
После завершения сварочных работ в обязательном порядке требуется проверка качества шва. Для этого проводят внешний осмотр и выявляют визуально дефекты: трещины, раковины, сколы, подрезы, непровары и т. д. После этого аккуратным простукиванием молотком по шву проверяют его на прочность. Для ответственных конструкций используется гамма-дефектоскопия – самый эффективный и точный метод обнаружения недостатков сварных соединений.
Какие меры предосторожности предпринять?
При проведении сварочных работ в обязательном порядке требуется использовать средства индивидуальной защиты: краги, маску, специальную одежду. При использовании электросварки нужно оборудование надёжно заземлять, особенно, если сварка проводится при повышенной влажности воздуха.

При сваривании арматуры на высоте рекомендуется следовать ряду правил техники безопасности:
- Для удобства доступа к конструкции использовать леса, подмости, люльки, лестницы, ограждённые площадки с настилом из негорючих материалов.
- Если установка перечисленных конструкций невозможна, то в таком случае можно использовать закреплённые элементы в качестве опоры, но со страховкой, если высота более 1,5 от поверхности земли.
- При сваривании ярусных объектов, нужно, чтобы были ограждения: щиты и настилы.
- Оснастка должна защищать от разбрызгивания металла.
- Работы на высоте должны быть прекращены при сильном ветре более 6 баллов и в случае образования наледи, а также, если температура воздуха опустится ниже -30°С.
Кроме того, сварщик должен иметь допуск к высотным работам, подтверждённый соответствующим сертификатом.
Сварка арматуры позволяет создавать надёжные и долговечные каркасы для армирования бетона, которые способны выдерживать необходимые нагрузки. Реализация осуществляется на основе выбора подходящего метода, соответствующего предъявляемым требованиям. По прочности армирующего каркаса сварка превосходит вязку арматуры, однако такая технология требует привлечения сертифицированного специалиста и инструмента.
Требования безопасности при проведении высотных сварочных работ
Безопасность при сварочных работах на высоте необходимо соблюдать неукоснительно, даже если речь идет о сварке всего 1-2 узлов. Нормы выполнения высотных работ регулируются ст. 209 ТК РФ. Невыполнение указанных в документах требований ведет к наложению штрафов на ответственное лицо. Но гораздо хуже, если игнорирование техники безопасности закончится травмами или летальным исходом. Поэтому
сварочные работы на высоте доверяют только тем сотрудникам, которые имеют соответствующую квалификацию, точно знают все пункты ТБ и готовы их выполнять неукоснительно.

Какие сварщики допускаются к работе на высоте
К высотным работам относятся те мероприятия, которые выполняются на высоте более 1,5 метров от земли. Для их проведения обычно требуется использование дополнительных приспособлений – лестниц, стремянок, лесов, подъемных люлек. В связи с тем, что такие работы сопряжены с различными сложностями и опасностью к их выполнению допускаются не все работники с профильным образованием.
Если речь идет о сварочных процессах, то сварщик должен в первую очередь пройти обучение, аттестацию и получить допуск к выполнению верхолазных работ. Сварку на высоте имеют право проводить сварщики с разрядом не ниже 6. Они обязательно должны быть ознакомлены с техникой безопасности и знать особенности сварки металлических конструкций, находящихся на высотных зданиях.
Но кроме того сварщики-верхолазы ежегодно должны проходить медицинскую комиссию. Во время профосмотра состояние их здоровья должен проверить окулист, невропатолог, хирург. Также потребуется заключение ЛОР-врача, психиатра, нарколога, терапевта.
Высотные сварочные работы для обследуемого будут запрещены, если во время медкомиссии будут установлены следующие нарушения:
- Снижение остроты зрения;
- Сужение зрительных полей;
- Снижение слуха;
- Нарушение работы вестибулярного аппарата;
- Предрасположенность к головокружениям и обморокам.
При таких проблемах со здоровьем на высоте работать опасно, так как перегрузки могут привести к обмороку. При снижении слуха и падении зрения велика вероятность замедленных реакций на нестандартные ситуации, что значительно повышает риск травм.
Правила выполнения высотной сварки
Сварщики при проведении высотных работ чаще всего используют дуговую сварку или компактные аппараты. Они мало весят и удобны при использовании в стесненных условиях. Обязательно на работнике должны быть все защитные средства – маска, огнестойкий костюм, плотные перчатки.
Есть несколько основных правил, обязательных при проведении высотных сварочных мероприятий:
- Сварка проводится после сооружения лесов или с помощью того оборудования, которое позволит прочно закрепиться страховкой. Страховочный пояс должен быть без повреждений и закреплен так, как предусмотрено техникой безопасности;
- При проведении сварочных работ одновременно на разных уровнях, нужно позаботиться о безопасности тех сварщиков, которые находятся ниже. На них не должно попадать брызг от металла, электродов и инструментов;
- Верхолазы-сварщики к работе допускаются только при наличии удобных хорошо закрывающихся сумок для электродов и инструментов, огнестойкой тары для огарков.
За проведением правил ТБ следит мастер. Невыполнение даже малейших требований недопустимо, так как самая нелепая случайность может привести к гибели человека.
При проведении сварки на высоте запрещено вниз скидывать огарки. Сварочное оборудование должно находиться в свободном доступе. Если сварка предполагается в течение нескольких дней, то аппараты не следует оставлять под открытым небом, лучше всего их разместить под навесом, сделанном из непромокаемых и огнестойких материалов. Во время снегопада и дождя сварка на открытом пространстве запрещена.
Транспортировка баллонов для газовой сварки предполагает их перемещение на носилках или тележках. Вверх их поднимают в специальных контейнерах с помощью грузоподъемных устройств.
Требования к сварочным работам на высоте касается и применяемых источников питания. Если одновременно используется несколько установок, то размещают их на расстоянии от 35 см друг от друга. Длина первичной цепи должна быть от 10 метров. Между сварочным трансформатором и ацетеленовым генератором расстояние должно быть не менее 3 метров.
Соблюдение всех требований безопасности при проведении высотных сварочных работ должен контролировать инженер по ТБ. При выявлении нарушений он вправе запретить рабочим подъем на высоту.
Наши предложения
Сварку металлических конструкций на высоте профессионально проводят сотрудники «АльпаКо». В штате компании высококвалифицированные сварщики-верхолазы, имеющие необходимую квалификацию и допуск к высотным работам по состоянию здоровья. Наши сотрудники владеют всеми основными видами сварки, могут работать со сложными узлами и стараются справиться с поставленной задачей в кратчайший срок. На монтаж металлических конструкций даем гарантию. Уточнить информацию о проведении высотной сварки можно по телефону.
Как проводятся сварочные работы на высоте и что для этого нужно? Какие операции относят к высотным?
Сваркой на высоте принято считать работы на расстоянии от 1,5 м от земли. Она может осуществляться как при помощи приставных лестниц, строительных лесов, автовышек и люлек, так и с использованием снаряжения для промышленного альпинизма. Последний способ становится все более популярным в крупных городах, где работы ведутся на больших высотах. К их помощи обращаются при установке громоотводов, рекламных щитов и других сооружений, находящихся на высоте вне доступа специальной строительной техники.
Требования к сварщикам, работающим на высоте
Помимо успешного прохождения аттестации, одним из главных условий получения допуска к выполнению работ является заключение медицинского обследования. Если будут выявлены медицинские противопоказания, работник может быть не допущен к высотным работам. Сварщики-высотники должны получить заключение о состоянии здоровья у следующих специалистов:
- терапевт;
- психиатр-нарколог;
- невролог;
- офтальмолог;
- хирург;
- отоларинголог.
Чаще всего причиной того, что работнику отказано в получении допуска к высотным работам, являются недостаточная острота или ограничение поля зрения, а также проблемы с вестибулярным аппаратом и слухом. Если у специалиста будет обнаружена предрасположенность к обморокам или возникновению головокружений по любым причинам, он также не сможет работать на высоте.
Помимо знания техники безопасности, работник должен быть морально готов находиться высоко над землей в течение продолжительного времени, в том числе в безопорном пространстве. Использование всех предусмотренных защитных средств при высотных работах обязательно. К ним относятся: страховочные пояса, защитные маски для глаз «Хамелеон», элементы сварочного костюма.
Правила осуществления сварки на высоте
При высотных сварочных работах следует:
- Сварка на высоте более полутора метров от поверхности земли или перекрытия осуществляется при помощи строительного оборудования либо со специально смонтированных конструкций, позволяющих работнику закрепиться страховочным поясом.
- Если работа ведется одновременно на разных уровнях высоты, работающие на нижних отметках должны быть защищены от падения сверху электродов, брызг металла и инструментов специальными ограждающими элементами.
- Высотные сварщики должны иметь при себе удобные сумки для хранения инструмента, пенал для электродов и огнестойкую тару для сбора огарков.
При ведении высотных сварочных работ запрещается:
- Бросать вниз огарки.
- Допускать к работе сварщиков, которые не прошли подготовку к проведению работ в специальных условиях.
- Допускать к труду на высоте специалистов, не прошедших аттестацию техники безопасности и не получивших квалификацию II.
Для безопасной работы следует обеспечить правильное размещение сварочного оборудование, которое должно находиться в свободном доступе специалиста. Все сварочные аппараты, которые установлены на открытом воздухе, размещаются строго под навесами из несгораемых и непромокаемых материалов во избежание попадания осадков или брызг металла на рабочее оборудование сварщика. Если навесов нет, то осуществлять сварку под дождем или снегопадом запрещается.
Во время сварочных работ необходимо проконтролировать правильность присоединения источников питания. Они должны быть присоединены к электросети согласно маркировкам на зажимах, а также:
- Если одновременно используются несколько источников, то их устанавливают на расстоянии не ближе, чем 35 см друг от друга, а между ацетиленовым генератором и сварочным трансформатором должно остаться около 3 м.
- Провода сварки следует размещать от кислородных и ацетиленовых трубопроводов на расстоянии не менее 10 м.
- Между источником тока и сварочным аппаратом длина первичной цепи не должна быть более 10 м.
Если используется метод газовой сварки, то транспортировка и хранение баллонов также должны соответствовать требованиям безопасности. Их перемещают на тележках или носилках, а на высоту поднимают при помощи специальных грузоподъемных механизмов в защищенных крытых контейнерах, в которых обеспечивается устойчивое положение баллонов. Во время эксплуатации они должны быть надежно закреплены.
Запрещается хранить и перемещать газовые баллоны вместе с кислородными контейнерами, а также поднимать их вместе на высоту.
Сварка стержней разных диаметров
Сварку стержней разного диаметра следует выполнять на машинах ручного действия, для этого стандартные стыковые машины должны быть подвергнуты модернизации.
Электроды (контактные губки) должны быть выбраны в соответствии с классом (маркой) стержней и их диаметром.
Примечание. В случае, если более толстый стержень изготовлен из стали марки Ст.З и представляет собой полую муфту, то электрод для установки в нем муфты должен быть снабжен полукруглым гнездом с радиусом, равным половине наружного диаметра стержня-муфты.
Определение потребной мощности сварочного тока и типа машины производят по условному диаметру стержня, определенному как среднее арифметическое обоих диаметров свариваемых стержней различного диаметра.
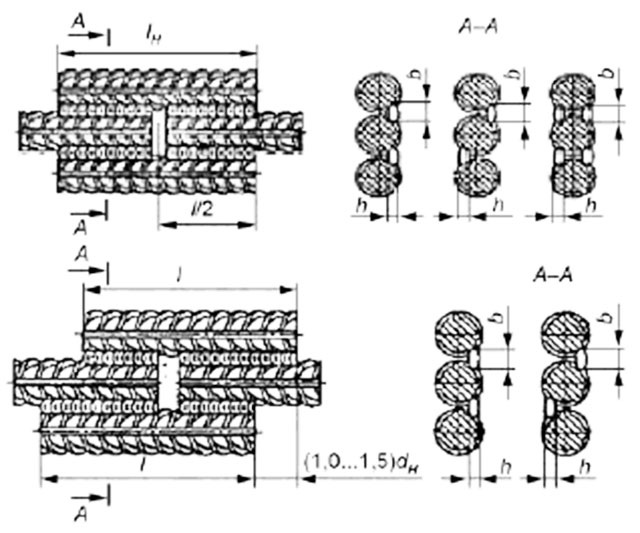
Параметры режима сварки lу; lопл и lос следует определять отдельно для тонкого и толстого стержней.
Величины l’у; l’опл и l’ос; l»пл, l»ос, где одним штрихом обозначены данные для тонкого, а двумя штрихами — для толстого стержней, см. рис. 3.
Установочная длина (l»у) толстого стержня должна быть определена из равенства l»у=(0,8+ 1)Д + 40 мм, (1)
где Д — диаметр толстого стержня (или муфты).
Для сварки стержней разных диаметров необходимо разогреть конец толстого стержня в режиме сопротивления до светло-красного каления, предварительно закрыв торец тонкого стержня кулисой. Вслед за подогревом толстого стержня следует при включенном токе отвести на 2—3 мм подвижную плиту с толстым стержнем, открыть торец тонкого стержня и произвести сварку в соответствии с указаниями.
Как определить величину нахлеста при соединении стержней арматуры разного диаметра?
Нахлест или перехлест?
По расчету должно получиться с учётом напряжения в арматуре, поэтому и результат в величине перехлеста дБ похожим.
2 мин. ——
А вообще есть разумное ограничение по диаметрам для перехлеста / без сварки/.
2 мин. ——
А вообще есть разумное ограничение по диаметрам для перехлеста / без сварки/.
Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
По теме.
Хотя толстый стержень тоже надо удерживать за конец. Предлагаю учесть расчётную требуемую площадь большего стержня в месте стыка. Тогда и длина нахлёста большого стержня будет гораздо меньше.
В том файлике это делается руками изменением площади стержня в соответствующем поле.
Также в зависимости от % стыков в одном сечении надо изменить 100% на 50%.
Оснащение проходки горных выработок, ПОС, нормоконтроль, КР, АР
Также предлагаю для тонкого стержня определять длину нахлёста с учётом пункта Руководство по конструированию об условном стержне (состоящем из 2 стержней) укладываемых рядом (1,5*Lн, если не путаю).
Так как бетона вокруг малого стержня будет меньше, чем обычно. А это будет критично для соединения.
И вот из двух разных длин.
Да, с формулировкой мб и не корректно выразился. Имеется в виду анкеровка и перехлест.
Так вот, обычно таким образом укладывается фоновая арматура, со смещением стыков через ряд и перехлестом. Но как правило это диаметры 8-14 мм., Чаще всего принятые по минимальному проценту армирования. 50 д при этом в пределах 400-900 мм.
В тех сечениях, где арматура используется на 100% и требуется около 100 д на перехлест, формально нужно следовать сп, хотя я тоже не верю, что на 50 диаметрах будет проскальзывание и т.п.,
В моем случае заложенного перехлеста 50 д для фоновой достаточно, пики закрываются доборной арматурой.
2 мин. ——
Tyhig, а ч, кроме эксельки вспомнил про удобный калькулятор вебкад.про.
Сварка арматуры
 Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура – востребованный конструкционный элемент, применяющийся во многих сферах.
Арматура представляет собой прутки разного диаметра, имеющие ровную и ребристую поверхность. Арматура – востребованный конструкционный элемент, применяющийся во многих сферах.
Данный строительный материал используется в следующих отраслях:
- изготовление железобетонных конструкций бытового и промышленного профиля: фундаменты, несущие стены, перекрытия и колонны;
- устройство специальных гидротехнических сооружений;
- возведение каркасов;
- производство металлических сеток различного назначения;
- обустройство пешеходных зон, дорожных покрытий.
- создание других важных изделий.
 Следует выделить основные преимущества арматуры:
Следует выделить основные преимущества арматуры:
- простота и легкость использования;
- высокая прочность;
- большой коэффициент теплопроводимости;
- обширный выбор прутков в зависимости от диаметра, профиля сечения, принципа применения, назначения, способа производства и т.д.;
- долговечность арматурных конструкций.
Особенности сваривания
 Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Процесс сваривания арматуры обладает особенностями: сварочный шов при перекрестном сваривании имеет небольшую длину из-за маленькой площади соприкосновения, в результате сварки данного материала возникает перпендикулярное соединение. Это соединение может образовать некий рычаг, основная нагрузка которого ложится на место сварного шва.
Данные специфические характеристики требуют специального подхода. Для этого существует несколько способов сварки арматуры. Правильный выбор необходимой технологии сможет обеспечить сокращение издержек и гарантирует качественный результат.
Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток – соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

Внахлест
Следующий метод – сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой – снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.

Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. – электроды диаметром 5 мм.
Встык ванным способом
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа – возможность работы с арматурой большого диаметра – 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Соединение для фундамента
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
 Таким образом, сварка арматуры для фундамента включает несколько этапов:
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях – определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Электроды
Для сварки арматурных стержней применяются электроды типов Э42, Э42А, Э46, Э46А, Э50А, Э55, Э60.
Наиболее востребованными и ходовыми марками являются:
- Электроды с основным покрытием УОНИ-13/45 применяются для сварки конструкций ответственного назначения из углеродистых и низколегированных сталей. Достоинства: шов обладает стойкостью к образованию трещин и высокими качественными характеристиками.
- ТМУ-21У используются для ручной дуговой сварки ответственных конструкций. Преимущества: состав обмазки электродов гарантирует хорошее качество сварки исоединения; небольшой уровень разбрызгивания; стабильность дуги; легкая отделимость шлака.
- УОНИ-13/55У предназначены для сварки арматуры ванным способом. Данная марка незаменима для обеспечения качественной сварки.
- Если исполнитель располагает сварочным аппаратом инверторного типа, то для сварки арматуры понадобится электроды марок АНО-21 и МР. Основные достоинства: доступность данных сварочных материалов, возможность осуществления сваривания по ржавчине, сварка может выполняться во всех пространственных положениях (кроме МР-3).

- Практика показывает, что электроды ОЗС-12 являются одним из лучших вариантов для работы с арматурой. Плюсы: возможна сварка изделий с небольшим количеством ржавчины; рутиловая обмазка предотвращает образование пор и предохраняет шов от попадания шлаков и окислений; высокая прочность соединений.
Технология стыковки и соединения ручной дуговой сваркой
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.

В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Полезное видео
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Проверка качества готовой конструкции
Из-за повышенных требований, предъявляемых к сварному соединению арматурных стержней, после окончания работ следует провести проверку качества шва. Для этого необходимо сверить полученные размеры конструкции с документацией или чертежом. Можно использовать рулетку, линейку, штангенциркуль, шаблон сварщика.
Меры безопасности
 Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение;
- если его нет – следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
Классы арматуры и электроды
Существует большое разнообразие классов арматурных стержней. Наиболее распространенным типом является А500С. Буква “А” в обозначении подразумевает, что это горячекатаная сталь, число 500 указывает на предел текучести, “С” – арматура свариваемая. Преимущества данного типа арматуры:
- сварка арматуры А500С может осуществляется электродуговым способом;
- улучшенная прочность и пластичность;
- отсутствие хрупких мест;
- достаточно низкая себестоимость.
Электроды для сварки арматуры А500С должны быть предназначены для работы с низкоуглеродистыми сталями. Кроме этого, для данного материала следует применять сварочные материалы следующих типов: Э42А, Э46А, Э50А, Э55. Выбор электрода зависит от того, какой метод сварки исполнитель будет применять.
Ещё один востребованный класс – А400. Данный вид металлопроката также является горячекатаным, предел текучести составляет 400 МПа.
Если существует необходимость в осуществлении сварных соединений, то следует использовать А400С – одну из разновидностей А400. Арматура А400С была создана с целью удешевления производства, а также для уменьшения количества отходов. Применяется, в основном, в малоэтажном строительстве, при обустройстве дорожного полотна и при изготовлении железобетонных конструкций.
Что лучше: вязка или сварка
Существует несколько способов соединения арматуры, которые различаются по различным параметрам: себестоимость, сложность создания, надежность и другие. Несмотря на данное многообразие чаще всего вопрос стоит следующим образом: сварка или вязка? Каждый из этих типов соединений обладает собственными преимуществами и недостатками.
Достоинства сварки арматуры:
- создание крепкого неразъемного соединения;
- конструкция имеет повышенную ударную прочность;
- детали, скрепленные методом сваривания, в меньшей мере поддаются деформации и другим дефектам;
- изделие хорошо сохраняет форму даже несмотря на внешнее воздействие;
- высокая температурная стойкость сварного шва;
- достаточно дорогостоящий способ, требует от исполнителя наличия опыта и знаний;
- для выполнения большинства процедур необходимо специальное стационарное оборудование;
- обработка упрочненных металлов требует высоких энергозатрат;
- в случае возникновения необходимости корректировки соединения, сварной шов очень сложно разъединить;
- нужно произвести тщательную подготовку рабочей поверхности.
Преимущества вязки арматуры:
- простой и дешевый способ соединения;
- исполнитель может не обладать особыми умениями и навыками;
- вязка более безопасный метод, чем сварка;
- конструкция приобретает небольшое количество дополнительной массы;
- нет необходимости в очистке поверхности;
- отсутствие энергозатрат;
- процедура может проводиться в местах без источника питания.
- качество соединения вязки ниже, чем сварного шва;
- отсутствует жесткость скрепления, поэтому некоторые элементы могут оставаться подвижными;
- материал для вязки, в большинстве случаев, не обладает высокой температурной стойкостью.
Ознакомившись со всем перечнем плюсов и минусов каждого соединения, исполнитель сможет решить – какой способ соединения лучше применить на практике: сварка или вязка.